���ƻ���װ�����
����˿��װ������ס���˿����װ���ס���ȥ��װ��4����Ҫ���衣
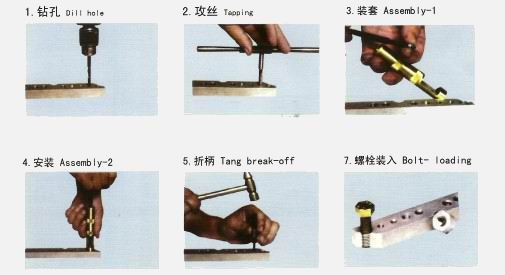
1����� ����ҳ�������еı���ͷ��ף������ȴ��ڻ����L3��ע�ⲻҪ��������Σ���м��Ҫ������ܻ������ĵط����������ȥë�����ʵ��C�ף��C�ײ�Ӧ����0.4P��ȣ���Ϊ������C�ײ���������˿�������������Ӧ��װ�䡣
2����˿ ʹ�ñ��й����ƹ������ƻ���ר��˿��˿����˿�ij��ȱ��볬��˿�ij��ȣ�����ͨ�ף�Ҫȫ����˿����˿�ľ��Ⱦ������ձ������ƵĹ������ʹ����Ҫ�ʵ�ѡ��˿��������ä��˿Ҫ�ʵ��������Է��۶�˿����˿�����ƿ�Ӧ������һ����ѹ������ʹ�ô�����ij���ǹ���϶���������Ҳ������ϴ�ķ����������ƿס����ƿ��ȸ�ʱ��Ӧ��ר������˿��������м�顣
3����װ ��һ�������Ӧ���ֹ���װ����п����˿�װ�װ�������밲װ�����ڣ�ʹ��װ��Ƕ�뵼����ת����װ�����ֱ�ʹ˿�������ݿף���ʹ����������0.25-0.75Ȧ�����ơ�������װ˿��ʱ��14*2���ϴ���˿�װ�װʱ�ɲ��á�T���Ϳ���ͷ������ͷ�����߰�װ����ע�ⲻҪ��˿�װ�װ����ʩ�ӽϴ���������Է����ҿۡ���
4���۶ϰ�װ�� ͨ��ʱ��Ҫ��˿�װ�װ���۶ϣ�һ���ó��������װ������200g���ҵ���ͷ�ʹ�һ�¼���ȥ��������18*2.5���ϵĴ���˿��14*1.25���ϵ�ϸ��˿�ף��ü���ǯ����������װ�������۶ϡ�
5��ȡ����˿�� �ڰ�װ�Ĺ����г���������ȥ�����ף�Ӧ��ֻ���δ����пڵ�ж���ߣ������ǹε��������ֱ�������ͷ�ʹ�һ�£����ּ��������ֱ���ʱ����ת�����˳����ס�